
Uses of Titanium and Water Jets and MISC
 Apr 1, 2008 | 01:36 PM
Apr 1, 2008 | 01:36 PM
#1
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
Uses of Titanium and Water Jets and MISC
So i have been thinking for quite some time now about how to lighten the load on the 4runner.
A lighter rig would mean less breakage and better mileage.
So in my demented little brain and spare time-i have been thinking about Axles, Driveshafts, Bumpers, and MISC parts. Why not Ti axles and the such? Stuff would cost more but it would but more could be used for the same weight.
I know if it broke then you really couldnt fix it in the field without proper sheilding--but couldnt you just turn up the gas some--delay the before and after shielding. Also, as an axle, Ti can bend/twist more without being affected structurally.
So we go back to cost$$. I have been looking at machine hours rates and water jets run about $100 and cut anything. If you copy the part and just tell them--this is what i want out of Ti it shouildnt cost much more than buying it from 4wheel parts supplier (i am saying copy the original part--not somebody elses design.
Bottom line--i am really interested in this metal for certain applications.
Think about it--drop a rigs weight by 500lbs--and you have that much less stress on your parts.
SO WHAT SAYS YOU--do i have any machinist/Ti welders out there that will chime in? Metallergists (Spell check)....
A lighter rig would mean less breakage and better mileage.
So in my demented little brain and spare time-i have been thinking about Axles, Driveshafts, Bumpers, and MISC parts. Why not Ti axles and the such? Stuff would cost more but it would but more could be used for the same weight.
I know if it broke then you really couldnt fix it in the field without proper sheilding--but couldnt you just turn up the gas some--delay the before and after shielding. Also, as an axle, Ti can bend/twist more without being affected structurally.
So we go back to cost$$. I have been looking at machine hours rates and water jets run about $100 and cut anything. If you copy the part and just tell them--this is what i want out of Ti it shouildnt cost much more than buying it from 4wheel parts supplier (i am saying copy the original part--not somebody elses design.
Bottom line--i am really interested in this metal for certain applications.
Think about it--drop a rigs weight by 500lbs--and you have that much less stress on your parts.
SO WHAT SAYS YOU--do i have any machinist/Ti welders out there that will chime in? Metallergists (Spell check)....

 Apr 1, 2008 | 02:08 PM
Apr 1, 2008 | 02:08 PM
#3
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
The costs are more--but if you do the design and yourself and take out the middle man--it get significantly cheaper.
for all intents and purposes let say you TIG the stuff yourself and buy machine/water jet hours.
You will see price come down quite a bit. I have priced rod and plate--and it is pricey--but doable.
for all intents and purposes let say you TIG the stuff yourself and buy machine/water jet hours.
You will see price come down quite a bit. I have priced rod and plate--and it is pricey--but doable.
Apr 1, 2008 | 02:08 PM
#4
Contributing Member
Joined: Dec 2003
Posts: 2,893
Likes: 2
From: Fort Worth, TX
Second, you need to explicitly decide which parts you're interested in replacing. It will be very hard to gain a significant weight savings without replacing major parts such as major cross members, or even the frame itself.
Titanium probably isn't as good an option as aluminum, but aluminum might not really gain you much weight savings after you engineer the part to be just as strong or stonger.
Titanium probably isn't as good an option as aluminum, but aluminum might not really gain you much weight savings after you engineer the part to be just as strong or stonger.
Apr 1, 2008 | 02:18 PM
#5
Contributing Member
Joined: Dec 2006
Posts: 3,607
Likes: 2
From: maryland
I agree that the cost vs. weight saving is not going to be all that great and you will end up with a lighter weight 4runner worth a rediculious amount of money.
It is a good idea to try and find a way to lighten it up with stronger lighter parts maybe billet aluminum but that would still cost a assload after the milling and buying it.
It is a good idea to try and find a way to lighten it up with stronger lighter parts maybe billet aluminum but that would still cost a assload after the milling and buying it.
Apr 1, 2008 | 02:23 PM
#6
Registered User
Joined: Apr 2003
Posts: 991
Likes: 1
From: Juneau, Alaska
The costs are more--but if you do the design and yourself and take out the middle man--it get significantly cheaper.
for all intents and purposes let say you TIG the stuff yourself and buy machine/water jet hours.
You will see price come down quite a bit. I have priced rod and plate--and it is pricey--but doable.
for all intents and purposes let say you TIG the stuff yourself and buy machine/water jet hours.
You will see price come down quite a bit. I have priced rod and plate--and it is pricey--but doable.
Also, the cost of cutting, machining or metal forming is still going to be very high. I agree that you will save money if you do the welding yourself, if you don't count your time as having any monitary value.
Erich
Apr 1, 2008 | 02:27 PM
#7
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
[QUOTE=hross14;50794537]
So in my demented little brain and spare time-i have been thinking about Axles, Driveshafts, Bumpers, and MISC parts. Why not Ti axles and the such? Stuff would cost more but it would but more could be used for the same weight.[QUOTE]
These are the explicit parts-But let say for instance you made axle shafts--those are heavey--weight cut in half now---take my 115 lbs skid plate--cut that weight in half--lower links (that wont bend) cut that weight in half. Clockable T case member--cut that weight in half.....TJM at 105lbs--cut that in half, A-arms....drive shaft...brakets..... you get the picture
Axle housing--you can buy the tube already at the right size and then get to welding....
You dont have to think exactly when you are reducing the weight by 50%.
Problems i think about are--can it be splined like regular axles? If yes--i may be running Ti axles sometime in relatively near future.
So in my demented little brain and spare time-i have been thinking about Axles, Driveshafts, Bumpers, and MISC parts. Why not Ti axles and the such? Stuff would cost more but it would but more could be used for the same weight.[QUOTE]
These are the explicit parts-But let say for instance you made axle shafts--those are heavey--weight cut in half now---take my 115 lbs skid plate--cut that weight in half--lower links (that wont bend) cut that weight in half. Clockable T case member--cut that weight in half.....TJM at 105lbs--cut that in half, A-arms....drive shaft...brakets..... you get the picture
Axle housing--you can buy the tube already at the right size and then get to welding....
You dont have to think exactly when you are reducing the weight by 50%.
Problems i think about are--can it be splined like regular axles? If yes--i may be running Ti axles sometime in relatively near future.
Trending Topics
Apr 1, 2008 | 02:39 PM
#8
Contributing Member
Joined: Dec 2003
Posts: 2,893
Likes: 2
From: Fort Worth, TX
These are the explicit parts-But let say for instance you made axle shafts--those are heavey--weight cut in half now---take my 115 lbs skid plate--cut that weight in half--lower links (that wont bend) cut that weight in half. Clockable T case member--cut that weight in half.....TJM at 105lbs--cut that in half, A-arms....drive shaft...brakets..... you get the picture
Axle housing--you can buy the tube already at the right size and then get to welding....
You dont have to think exactly when you are reducing the weight by 50%.
Problems i think about are--can it be splined like regular axles? If yes--i may be running Ti axles sometime in relatively near future.
Axle housing--you can buy the tube already at the right size and then get to welding....
You dont have to think exactly when you are reducing the weight by 50%.
Problems i think about are--can it be splined like regular axles? If yes--i may be running Ti axles sometime in relatively near future.
You have to look at the material's stiffness as well as its yield strength to really decide how well it will handle as a replacement.
Sound like an etremely expensive operation to replace all of the little stuff on your 4Runner with Titanium... Axle shafts are small-time, not even worth the effort IMO. You might be on to something with your t-case x-member and front bumper, but it's doubtful you'll get a 50% weight reduction while retaining the same strength characteristics.
Apr 1, 2008 | 02:41 PM
#9

Registered User
Joined: Jul 2006
Posts: 180
Likes: 1
titanium prices are going through the roof right now. we waterjet and laserjet all sorts of metals and alloys. titanium is a pain to work with. first it's not just the bar stock that gets costly . it's the additives to the water the can be expensive. just water doesn't work to well. welding with titanium isn't too easy . it warps pretty quick. so anything you make will have to be 1 piece . axle for instance will need to start out as a rod 7 inches thick and the shaped down so you can include the flange . all in all that will take a couple of hours and the cost for materials would be astronomical . kinda like a diamond toilet seat. looks nice and functional but can buy a normal one for $20. if your gonna spend money on axles just go dana 60's . for the price of one axle shaft you can get poison spider 9's front and rear. just my .02
Apr 2, 2008 | 06:50 AM
#10
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
4By--these are the items i really wanted to hear about. Didnt know axles were machined as one part.
Would it be possible to weld a flange to the bar and then machine afterwards to get it straight again? Or does that significantly weaken the axle..i.e. it really needs to be one piece? Alot of the Ti i have purchased thus far has only been waste sheet metal so it was actually pretty cheap. but i havent done anything with it yet. was going to try and weld on it....
The Question from other--Assume that due diligence would be done prior to taking on this venture concerning type of alloy, yeild strength......THIS WOULD CERTAINLY BE A SEMI kinda novelty. I would rather have this stuffs than a Rolex..get my drift
More expensive than buy quite a bit yes--look on some ones face when they ask why your stuff never breaks, rusts or why you get great MPG--Priceless....IMHO
Would it be possible to weld a flange to the bar and then machine afterwards to get it straight again? Or does that significantly weaken the axle..i.e. it really needs to be one piece? Alot of the Ti i have purchased thus far has only been waste sheet metal so it was actually pretty cheap. but i havent done anything with it yet. was going to try and weld on it....
The Question from other--Assume that due diligence would be done prior to taking on this venture concerning type of alloy, yeild strength......THIS WOULD CERTAINLY BE A SEMI kinda novelty. I would rather have this stuffs than a Rolex..get my drift
More expensive than buy quite a bit yes--look on some ones face when they ask why your stuff never breaks, rusts or why you get great MPG--Priceless....IMHO
Apr 2, 2008 | 07:33 AM
#11
Registered User
Joined: May 2006
Posts: 2,377
Likes: 2
From: St. Loser, Misery
you do know titanium is sold by the gram/ounce right? probably not the most cost effective material.....
Increases in aerospace building and industrialization in China have been driving the price up recently
Increases in aerospace building and industrialization in China have been driving the price up recently
Apr 2, 2008 | 10:15 AM
#12
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
Yeah i have noticed the price jump--the Chinesse are driving up everything......Metal is getting crazy--there was time there for a bit when structual steel was about the same price as alum.
These are the kind of things i waste my money on though....dont drive a new car, can afford my house...NO WIFE OR KIDS Have two room mates and understand that it is cheaper to buy the tool and DIY on most projects.
Have two room mates and understand that it is cheaper to buy the tool and DIY on most projects.
I like to try something and see it fail then not to try it at all--
I wish we had more of these discussions here on the board.
My other idea(s) is to use UHMW for parts that hit rocks often--make mini skids out of them and when they need to be replaced--just cut a new piece.
These are the kind of things i waste my money on though....dont drive a new car, can afford my house...NO WIFE OR KIDS
Have two room mates and understand that it is cheaper to buy the tool and DIY on most projects.I like to try something and see it fail then not to try it at all--
I wish we had more of these discussions here on the board.
My other idea(s) is to use UHMW for parts that hit rocks often--make mini skids out of them and when they need to be replaced--just cut a new piece.
Apr 2, 2008 | 07:52 PM
#13

Registered User
Joined: Aug 2007
Posts: 127
Likes: 0
From: On top of your wife.
titanium is harder then aluminum but significantly softer than steel
titanium splines would have to be huge to handle the same torques as their steel counterparts.
that rules out: transmission internals, driveshafts, axles, what else?
cost is the next factor.
Apr 2, 2008 | 08:22 PM
#14
Contributing Member
Joined: Nov 2005
Posts: 8,875
Likes: 3
From: Longmont, CO
OK - let's stop with the speculation and misinformation now.
I am a metallurgist with about 10 yrs of working for the nation's #1 and #2 manufacturers of titanium (www.timet.com www.allvac.com)
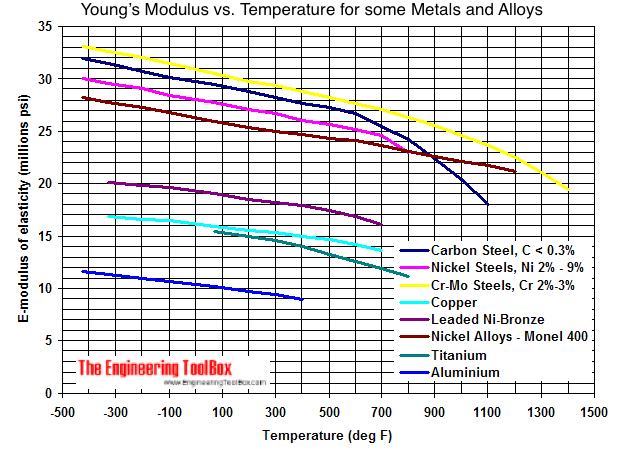
The graph above is modulus of elasticity, not strength or hardness. Think of modulus as "stiffness". Titanium is VERY springy stuff.
Strength-to-weight of titanium alloys is better than most anything out there. As a matter of fact, for our applications, it may indeed be the ultimate material if other factors were the same. The strength of alloyed titanium is higher than low alloy steel, and the density is lower. Weight savings of 70% are typical for properly designed parts.
Unfortunately, the other factors aren't the same - not even close:
FIRST
You may be finding scraps for a reaonable price, but just a forged billet goes for $10/pound - we had some thinner sheet that was over $100/lb! Tubing is even higher due to the fabrication issues. This project is going to be seriously spendy!
SECOND
Welding titanium is more difficult than you can imagine. It NEEDS to be done in a vacuum or a totally inert atmosphere. Titanium is VERY reactive, especially with oxygen and nitrogen at elevated temperatures. If there is even 1 molecule of O2 or N2, your weld is crap.
THIRD
Machining of titanium is not technically any more difficult than steel, nickel alloys, or aluminum, but it is a helluva lot less forgiving. Your feeds and speeds have to be dead on or you will never hold any kind of tolerance due to the low modulus. The chips are flammable (think magnesium, only worse) so care has to be taken in shops where they do it - Joe Machinist on the corner has no business trying to do titanium.
(To illustrate how reactive titanium is, if we had a cooling water leak in our melting furnaces, the shop had to be evacuated IMMEDIATELY as the Ti would steal the O atom off the water molecule - you would get a steam explosion, then a hydrogen explosion)
SO, titanium could maybe make sense for simple sheet metal parts that could be fabricated by shearing and braking, like skid plates, but for anything truly fabricated, the costs rise so sharply that it would be insane.
I am a metallurgist with about 10 yrs of working for the nation's #1 and #2 manufacturers of titanium (www.timet.com www.allvac.com)
The graph above is modulus of elasticity, not strength or hardness. Think of modulus as "stiffness". Titanium is VERY springy stuff.
Strength-to-weight of titanium alloys is better than most anything out there. As a matter of fact, for our applications, it may indeed be the ultimate material if other factors were the same. The strength of alloyed titanium is higher than low alloy steel, and the density is lower. Weight savings of 70% are typical for properly designed parts.
Unfortunately, the other factors aren't the same - not even close:
FIRST
You may be finding scraps for a reaonable price, but just a forged billet goes for $10/pound - we had some thinner sheet that was over $100/lb! Tubing is even higher due to the fabrication issues. This project is going to be seriously spendy!
SECOND
Welding titanium is more difficult than you can imagine. It NEEDS to be done in a vacuum or a totally inert atmosphere. Titanium is VERY reactive, especially with oxygen and nitrogen at elevated temperatures. If there is even 1 molecule of O2 or N2, your weld is crap.
THIRD
Machining of titanium is not technically any more difficult than steel, nickel alloys, or aluminum, but it is a helluva lot less forgiving. Your feeds and speeds have to be dead on or you will never hold any kind of tolerance due to the low modulus. The chips are flammable (think magnesium, only worse) so care has to be taken in shops where they do it - Joe Machinist on the corner has no business trying to do titanium.
(To illustrate how reactive titanium is, if we had a cooling water leak in our melting furnaces, the shop had to be evacuated IMMEDIATELY as the Ti would steal the O atom off the water molecule - you would get a steam explosion, then a hydrogen explosion)
SO, titanium could maybe make sense for simple sheet metal parts that could be fabricated by shearing and braking, like skid plates, but for anything truly fabricated, the costs rise so sharply that it would be insane.
Apr 3, 2008 | 06:23 AM
#15
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
And now I know--and knowing is half the battle
I have read alot about Ti, but getting first hand expereince is certainly more useful...
I knew Ti was reactive--just not that reactive. Was thinking more along the lines that when you welded it (using Argon right) you have to have long shielding times before and after the start of a weld.
Like i have said before...Like seeing if something can be done and then being told it cant versus just not trying new stuff at all.
So stamped parts and sheet metal stuffs is what we are left with then.
If i may ask--How Do y'all weld the stuff? It can be tig welded right as long as you have the right inert gas? What is used as a cooling fluid when machining--oil?
Thanks for the info
I have read alot about Ti, but getting first hand expereince is certainly more useful...
I knew Ti was reactive--just not that reactive. Was thinking more along the lines that when you welded it (using Argon right) you have to have long shielding times before and after the start of a weld.
Like i have said before...Like seeing if something can be done and then being told it cant versus just not trying new stuff at all.
So stamped parts and sheet metal stuffs is what we are left with then.
If i may ask--How Do y'all weld the stuff? It can be tig welded right as long as you have the right inert gas? What is used as a cooling fluid when machining--oil?
Thanks for the info
Apr 3, 2008 | 10:09 AM
#16
Registered User
Joined: Apr 2003
Posts: 991
Likes: 1
From: Juneau, Alaska
OK - let's stop with the speculation and misinformation now.
I am a metallurgist with about 10 yrs of working for the nation's #1 and #2 manufacturers of titanium (www.timet.com www.allvac.com)
The graph above is modulus of elasticity, not strength or hardness. Think of modulus as "stiffness". Titanium is VERY springy stuff.
Strength-to-weight of titanium alloys is better than most anything out there. As a matter of fact, for our applications, it may indeed be the ultimate material if other factors were the same. The strength of alloyed titanium is higher than low alloy steel, and the density is lower. Weight savings of 70% are typical for properly designed parts.
Unfortunately, the other factors aren't the same - not even close:
FIRST
You may be finding scraps for a reaonable price, but just a forged billet goes for $10/pound - we had some thinner sheet that was over $100/lb! Tubing is even higher due to the fabrication issues. This project is going to be seriously spendy!
SECOND
Welding titanium is more difficult than you can imagine. It NEEDS to be done in a vacuum or a totally inert atmosphere. Titanium is VERY reactive, especially with oxygen and nitrogen at elevated temperatures. If there is even 1 molecule of O2 or N2, your weld is crap.
THIRD
Machining of titanium is not technically any more difficult than steel, nickel alloys, or aluminum, but it is a helluva lot less forgiving. Your feeds and speeds have to be dead on or you will never hold any kind of tolerance due to the low modulus. The chips are flammable (think magnesium, only worse) so care has to be taken in shops where they do it - Joe Machinist on the corner has no business trying to do titanium.
(To illustrate how reactive titanium is, if we had a cooling water leak in our melting furnaces, the shop had to be evacuated IMMEDIATELY as the Ti would steal the O atom off the water molecule - you would get a steam explosion, then a hydrogen explosion)
SO, titanium could maybe make sense for simple sheet metal parts that could be fabricated by shearing and braking, like skid plates, but for anything truly fabricated, the costs rise so sharply that it would be insane.
I am a metallurgist with about 10 yrs of working for the nation's #1 and #2 manufacturers of titanium (www.timet.com www.allvac.com)
The graph above is modulus of elasticity, not strength or hardness. Think of modulus as "stiffness". Titanium is VERY springy stuff.
Strength-to-weight of titanium alloys is better than most anything out there. As a matter of fact, for our applications, it may indeed be the ultimate material if other factors were the same. The strength of alloyed titanium is higher than low alloy steel, and the density is lower. Weight savings of 70% are typical for properly designed parts.
Unfortunately, the other factors aren't the same - not even close:
FIRST
You may be finding scraps for a reaonable price, but just a forged billet goes for $10/pound - we had some thinner sheet that was over $100/lb! Tubing is even higher due to the fabrication issues. This project is going to be seriously spendy!
SECOND
Welding titanium is more difficult than you can imagine. It NEEDS to be done in a vacuum or a totally inert atmosphere. Titanium is VERY reactive, especially with oxygen and nitrogen at elevated temperatures. If there is even 1 molecule of O2 or N2, your weld is crap.
THIRD
Machining of titanium is not technically any more difficult than steel, nickel alloys, or aluminum, but it is a helluva lot less forgiving. Your feeds and speeds have to be dead on or you will never hold any kind of tolerance due to the low modulus. The chips are flammable (think magnesium, only worse) so care has to be taken in shops where they do it - Joe Machinist on the corner has no business trying to do titanium.
(To illustrate how reactive titanium is, if we had a cooling water leak in our melting furnaces, the shop had to be evacuated IMMEDIATELY as the Ti would steal the O atom off the water molecule - you would get a steam explosion, then a hydrogen explosion)
SO, titanium could maybe make sense for simple sheet metal parts that could be fabricated by shearing and braking, like skid plates, but for anything truly fabricated, the costs rise so sharply that it would be insane.


Thanks for sharing such good info! I've always wondered and it's great to see Yotatech's diverse and well educated membership step up with top industry knowledge.

Erich
Apr 3, 2008 | 10:47 AM
#17
Contributing Member
Joined: Nov 2005
Posts: 8,875
Likes: 3
From: Longmont, CO
Can be TIG or MIG.
Standard cutting oil fluids are used, generally high lubricity versions, with TONS of flow as machining Ti generates quite a bit of heat.
http://www.timet.com/pdfs/ti-handbook.pdf
Standard cutting oil fluids are used, generally high lubricity versions, with TONS of flow as machining Ti generates quite a bit of heat.
http://www.timet.com/pdfs/ti-handbook.pdf
Apr 3, 2008 | 11:19 AM
#18
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
Thanks for that read TC--i think i just might try some Ti projects and see what happens. That pamphlet had some of the best info i have read as of yet. to the point--common sense and the little things you need to know about doing it.
I think my first project will probably be a skid plate and the T-case mount so i can flatten my belly-
you dont have a small time supplier you recommend do ya?
I think my first project will probably be a skid plate and the T-case mount so i can flatten my belly-
you dont have a small time supplier you recommend do ya?
Apr 3, 2008 | 07:44 PM
#19
Contributing Member
Joined: Nov 2005
Posts: 8,875
Likes: 3
From: Longmont, CO
No, and with the current aerospace market, it's gonna be tough finding any reasonably priced... the F22 is the most ti intensive aircraft (as % of weight) ever, and the A380 is the most ti intensive (by total weight) ever...
Apr 4, 2008 | 06:09 AM
#20
Thread Starter
Registered User
Joined: Feb 2006
Posts: 1,485
Likes: 1
From: Austin Texas
DAMN them!!
I will try a couple places and if it is just out of this world pricey--i may just have to wait on my little projects till supply catches up with demand.
Shouldnt be long considering the economy--or maybe my macro economics isnt that good. When i get some price quotes i will let y'all know what i find it for.
I will try a couple places and if it is just out of this world pricey--i may just have to wait on my little projects till supply catches up with demand.
Shouldnt be long considering the economy--or maybe my macro economics isnt that good. When i get some price quotes i will let y'all know what i find it for.






